


It is very common in our industry to find misapplied pumps. This could be due to process conditions changing over time, an old spare used in a pinch, or even having the wrong pump from the start. We saw a classic example of the latter in our service center recently when a dairy farmer sent in a cast iron Flygt submersible pump for inspection.
 The farmer noticed a considerable drop in performance, though the liquid manure pump had only been in service for roughly 12-18 months. Upon inspection, the service technician discovered the liquid manure was actually slurry containing sand, gravel, and straw. A build-up of more than 2” of gravel, sand and straw mixture was found in the casing, along with signs of heavy abrasive wear throughout the pump. One of the most telling signs was the extreme washout and wear between the casing and impeller. This clearance should have been 0.015” to 0.020” and the actual clearance was over 1”, a major contributor to the drop in performance. The tips of the impeller vanes showed more wear, opening the door for imbalance, mechanical seal, and bearing failures.
The farmer noticed a considerable drop in performance, though the liquid manure pump had only been in service for roughly 12-18 months. Upon inspection, the service technician discovered the liquid manure was actually slurry containing sand, gravel, and straw. A build-up of more than 2” of gravel, sand and straw mixture was found in the casing, along with signs of heavy abrasive wear throughout the pump. One of the most telling signs was the extreme washout and wear between the casing and impeller. This clearance should have been 0.015” to 0.020” and the actual clearance was over 1”, a major contributor to the drop in performance. The tips of the impeller vanes showed more wear, opening the door for imbalance, mechanical seal, and bearing failures.
So why did this pump wear out so fast? It comes down to proper pump selection. Here's three key pump selection factors to consider for abrasive applications.
Materials of construction: Cast iron is not ideal for abrasive slurry applications due to its low hardness rating. For applications such as these, it is recommended to use hardened iron. Hardened iron is known under many different trade names depending on manufacturer, but typically they are composed of 28% chrome iron.
To compare the difference in hardness and wear resistance, let's look at the Brinell Hardness Number (BHN) of the two materials. Cast iron has a BHN of 160-220 while hardened materials are in the range of 600-750. Either select a pump entirely comprised of hardened materials, or choose to have it hardened fitted. This means the pump includes a hardened impeller and wear plate with cast iron casing.
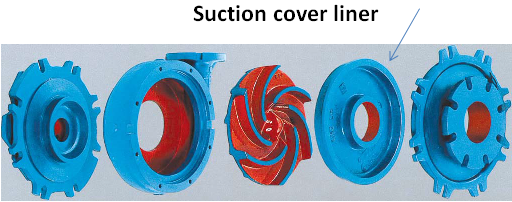
Suction Cover Liner/Wear Plates: Wear is inevitable with abrasive applications, so why not plan for it? Many pumps designed for these types of service are available with “wear plates”, sacrificial hardened wear surfaces that are easily replaced as they wear. Replacing these is much less expensive than replacing the entire pump casing.
Speed: The running speed of a slurry pump is one of the most important factors which determines how long it will last. 1,800 RPM is typically the fastest that you will ever see a pump for slurry applications. Oftentimes speeds are 1,200 RPM or less. Through testing, it has been proven that a slurry pump’s wear rate is proportional to the speed of the pump raised to the 2.5 power.
Example: If pump (A) is running at 1,800 RPM and pump (B) is running at 1,200 RPM then the life factor for pump (B) is (1,800/1,200)^2.5 which equals 2.75. That means the slower speed of pump (B) allows it to last 2.75 times as long as pump (A).
For the dairy farmer mentioned above, we were able to repair the pump with the hardened tipped impeller, but not the wear plate. This model was not available with wear plates for increased abrasion resistance. Crane Engineering will be completing an analysis of all pumping applications at the facility soon. The analysis will include recommendations for pumps used at the dairy in the future.
If your abrasive application seems to be chewing through pumps at breakneck pace, take a look at the materials of construction, motor speed, and wear plates. If you're still not sure what could be causing the excessive wear, contact a local pump expert to take a look.
Having trouble with slurry pumps? Ask us about it!We gladly provide technical assistance to businesses and municipalities in Wisconsin and upper Michigan.



Headquarters and Service Center
Located outside Green Bay, WI
707 Ford St,
Kimberly, WI 54136,
United States
920-733-4425
OptiFlow Design and Build Center
1002 Truman St,
Kimberly, WI 54136,
United States
920-733-4425
Burnsville Service Center
12265 Nicollet Ave,
Burnsville, MN 55337,
United States
952-444-1949
Grand Rapids Service Center
26489 Industrial Blvd,
Cohasset, MN 55721,
United States
952-444-1949